
Какие новые требования предъявляет к печи оплавления все более совершенный бессвинцовый процесс?
Мы анализируем по следующим аспектам:
l Как получить меньшую боковую разницу температур
Поскольку окно процесса бессвинцовой пайки невелико, очень важно контролировать боковую разницу температур.На температуру при пайке оплавлением обычно влияют четыре фактора:
(1) Передача горячего воздуха
Во всех современных бессвинцовых печах оплавления используется 100% полный нагрев горячим воздухом.В развитии печей оплавления также появились методы инфракрасного нагрева.Однако из-за инфракрасного нагрева поглощение и отражательная способность инфракрасного излучения различных цветных устройств различны, а эффект тени вызван блокированием соседних оригинальных устройств.Обе эти ситуации вызовут разницу температур.Бессвинцовая пайка сопряжена с риском выпрыгивания из технологического окна, поэтому технология инфракрасного нагрева постепенно исключается из метода нагрева в печи оплавления.При бессвинцовой пайке необходимо подчеркнуть эффект теплопередачи.Особенно для исходного устройства с большой теплоемкостью, если не может быть достигнута достаточная теплопередача, скорость нагрева явно будет отставать от скорости нагрева устройства с небольшой теплоемкостью, что приведет к боковой разнице температур.Давайте посмотрим на два режима передачи горячего воздуха на рисунках 2 и 3.
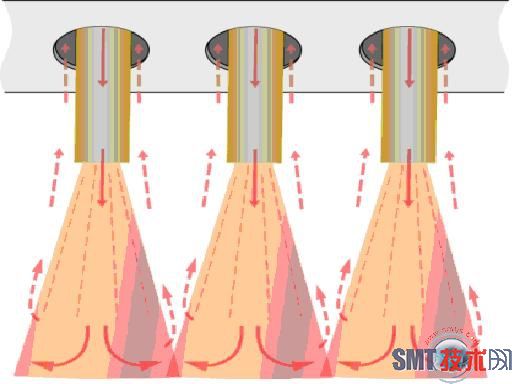
Рисунок 2. Способ переноса горячим воздухом 1.
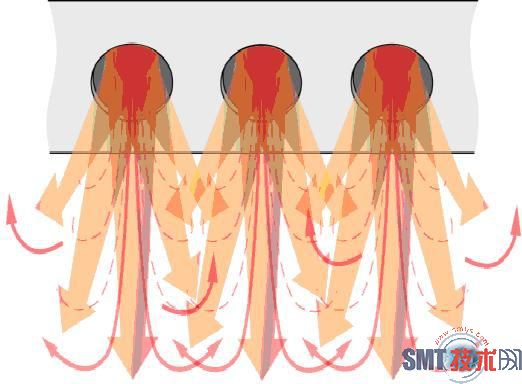
Рисунок 2. Способ переноса горячим воздухом 1.
Горячий воздух на рисунке 2 выдувается из отверстий нагревательной пластины, и поток горячего воздуха не имеет четкого направления, что довольно беспорядочно, поэтому эффект теплопередачи не очень хороший.
Конструкция рисунка 3 оснащена направленными многоточечными соплами горячего воздуха, поэтому поток горячего воздуха концентрирован и имеет четкую направленность.Эффект теплопередачи при таком нагреве горячим воздухом увеличивается примерно на 15%, и увеличение эффекта теплопередачи будет играть большую роль в уменьшении боковой разницы температур в устройствах большой и малой теплоемкости.
Конструкция, показанная на рис. 3, также позволяет уменьшить влияние бокового ветра на сварку печатной платы, поскольку поток горячего воздуха имеет четкую направленность.Минимизация бокового ветра может не только предотвратить сдувание мелких компонентов, таких как 0201 на печатной плате, но также уменьшить взаимные помехи между различными температурными зонами.
(1) Регулировка скорости цепи
Контроль скорости цепи повлияет на боковую разницу температур печатной платы.Вообще говоря, уменьшение скорости цепи даст больше времени нагрева для устройств с большой теплоемкостью, тем самым уменьшив боковую разницу температур.Но ведь настройка температурной кривой печи зависит от требований к паяльной пасте, поэтому неограниченное снижение скорости цепи в реальном производстве нереально.
(2) Скорость ветра и регулировка громкости
Мы провели такой эксперимент, оставив остальные условия в печи оплавления неизменными и уменьшив скорость вращения вентилятора в печи оплавления только на 30%, при этом температура на плате упадет примерно на 10 градусов.Видно, что контроль скорости ветра и объема воздуха важен для контроля температуры печи.
Время публикации: 11 августа 2020 г.