
В соответствии с Директивой ЕС RoHS (Директивный акт Европейского парламента и Совета Европейского Союза об ограничении использования некоторых опасных веществ в электрическом и электронном оборудовании), директива требует запрета на рынке ЕС продавать электронное и электронное оборудование. электрооборудование, содержащее шесть опасных веществ, таких как свинец, как бессвинцовый процесс «зеленого производства», ставший необратимой тенденцией развития с 1 июля 2006 года.
Прошло более двух лет с тех пор, как бессвинцовый процесс начался с этапа подготовки.Многие производители электронной продукции в Китае накопили большой ценный опыт активного перехода от бессвинцовой пайки к бессвинцовой пайке.Теперь, когда бессвинцовый процесс становится все более зрелым, фокус работы большинства производителей изменился с простого внедрения бессвинцового производства на комплексное улучшение уровня бессвинцовой пайки с различных аспектов, таких как оборудование. , материалы, качество, технологический процесс и энергопотребление..
Бессвинцовая пайка оплавлением является наиболее важным процессом в современной технологии поверхностного монтажа.Он широко используется во многих отраслях, включая мобильные телефоны, компьютеры, автомобильную электронику, схемы управления и средства связи.Все больше и больше оригинальных электронных устройств переходят со сквозного монтажа на поверхностный, а пайка оплавлением в значительной степени заменяет пайку волновой пайкой, что является очевидной тенденцией в паяльной промышленности.
Так какую же роль оборудование для пайки оплавлением будет играть во все более зрелом бессвинцовом процессе поверхностного монтажа?Давайте посмотрим на это с точки зрения всей линейки поверхностного монтажа SMT:
Вся линия для поверхностного монтажа SMT обычно состоит из трех частей: трафаретного принтера, установочной машины и печи оплавления.Для установочных машин, по сравнению с бессвинцовыми, нет новых требований к самому оборудованию;Для машины трафаретной печати из-за незначительной разницы в физических свойствах бессвинцовой и этилированной паяльной пасты выдвигаются некоторые требования по усовершенствованию самого оборудования, но качественного изменения нет;Проблема бессвинцового давления возникает именно в печи оплавления.
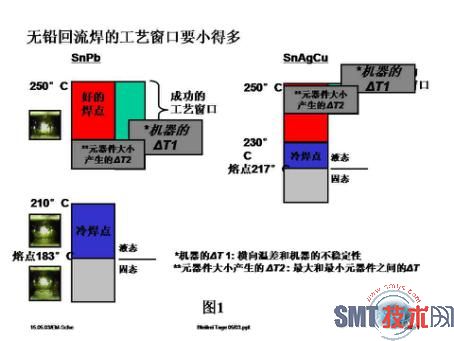
Как всем известно, температура плавления свинцовой паяльной пасты (Sn63Pb37) составляет 183 градуса.Если вы хотите получить хорошее паяное соединение, во время пайки необходимо иметь интерметаллические соединения толщиной 0,5–3,5 мкм.Температура образования интерметаллидов на 10-15 градусов выше температуры плавления, что для свинцовой пайки составляет 195-200.степень.Максимальная температура оригинальных электронных компонентов на плате обычно составляет 240 градусов.Поэтому для пайки свинцом идеальное окно процесса пайки составляет 195-240 градусов.
Бессвинцовая пайка внесла большие изменения в процесс пайки, поскольку изменилась температура плавления бессвинцовой паяльной пасты.В настоящее время широко используется бессвинцовая паяльная паста Sn96Ag0,5Cu3,5 с температурой плавления 217-221 градус.Хорошая бессвинцовая пайка также должна образовывать интерметаллиды толщиной 0,5-3,5 мкм.Температура образования интерметаллидов также на 10-15 градусов выше температуры плавления, что для бессвинцовой пайки составляет 230-235 градусов.Поскольку максимальная температура бессвинцовой пайки электронных оригинальных устройств не меняется, идеальное окно процесса пайки бессвинцовой пайкой составляет 230-240 градусов.
Резкое сокращение технологического окна привело к серьезным проблемам с обеспечением качества сварки, а также к повышению требований к стабильности и надежности оборудования для бессвинцовой пайки.Из-за боковой разницы температур в самом оборудовании и разницы в тепловой мощности оригинальных электронных компонентов во время процесса нагрева диапазон температур процесса пайки, который можно регулировать при управлении процессом бессвинцовой пайки оплавлением, становится очень небольшим. .В этом и состоит реальная трудность бессвинцовой пайки оплавлением.Сравнение окон процесса бессвинцовой и бессвинцовой пайки оплавлением показано на рисунке 1.
Подводя итог, можно сказать, что печь оплавления играет жизненно важную роль в обеспечении качества конечного продукта с точки зрения всего бессвинцового процесса.Однако с точки зрения инвестиций во всю производственную линию SMT, инвестиции в печи для бессвинцовой пайки часто составляют лишь 10-25% инвестиций во всю линию SMT.Вот почему многие производители электроники сразу же заменили свои оригинальные печи оплавления на печи оплавления более качественными после перехода на производство, не содержащее свинца.
Время публикации: 10 августа 2020 г.